|
|
Дом  Книга Пенобетоншик Книга Пенобетоншик
Книга Пенобетоншик
|
Пенобетон может быть отлит в формы на заводе, и полученные таким образом блоки или плиты являются материалом для устройства изоляции, каким является, например, пробковая или торфяная плита. Но в отличие от этих последних, отливку пенобетона можно перенести на стройку, и там, на месте отливать изоляцию перекрытий или отливать стены, перегородки и т. п.
Заготовка массы в обоих случаях остается та же; несколько
74 изменяется способ перевозки; в другие формы (производят отливку, видоизменяется также и сама отливка и способы ухода за готовым пенобетоном. Каждый из способов применения имеет свои преимущества и неудобства. Разумеется, изготовление пенобетонных изделий на заводе можно организовать лучше и дешевле, но зато, при употреблении готовых изделий, возникает вопрос о прикреплении готового пенобетона к частям сооружения.
Сборки форм производят следующим образом. Сначала устанавливают днище, ровно и твердо, строго но уровню; очищают его от приставшего пенобеггона, песка или мусора, особенно тщательно выравнивают кромки и четверти для боковин. Затем устанавливают боковины, заводят в прорези длинных боковин болты и устанавливают вкладыши и, наконец, затягивают вт^угую гайки.
|При установке все внимание должно быть обращено на правильность сборки форм и на плотность стыков между боковинами и днищем. Части форм должны быть тщательно подогнаны заранее, и по мере износу, их надо снова проверять и подправлять.
Несмотря на это, между дншцем и боковинами иногда остаются щели. Необходимо следить за тем, чтобы днище лежало плотно, ровно, не качалось бы и было строго горизонтально.
Вели не выровнять днища горизонтально, то плита получится разной толщины — клином. При неплотной установке днища и боковин много времени уйдет на засыпку неплотностей песком, и все же ^возможна утечка массы. Плита вся или частью осядет и получится брак и перерасход массы. Если формы качаются, то легко можно потревожить форму при работе и вызвать прорыв засыпки, утечку массы со всеми последствиями.
На некоторых заводах боковины скрепляют на крючках. Крючки довольно удобны для оборки и разборки, но все же они не обеспечивают плотности стыков и не всегда достаточно прижимают одну боковину к другой. Кроме того они легко разбалтываются и требуют значительно больше ремонта, чем болты.
Не следует собирать формы на гвоздях, так как их приходится каждый раз сбивать при сборке и расколачивать при разборке форм, от чего формы быстро приходят в негодность. Кроме того работа с ними требует больше времени, а вертикальный шов все же получается недостаточно плотным. При распалубке таких форм легко повредить и само изделие. Поэтому или повышается брак или приходится задерживать на липший день снятие форм, |
|
|
От того, в каком порядке заливать формы, зависит правильный ход работы по заливке, и производительность труда бригады и отдельных звеньев. Использование места в цеху и сроки распалубки могут быть нарушены, если ход заливки не будет тщательно разработан и продуман.
Для лучшего использования площади цеха, всегда надо ставить формы в 2 или 3 ряда (а если возможно, то и в 4) и собирать формы на уже отлитых блоках. Один из возможных порядков хода заливки дан на рис. 31. На рисунке условно показаны незачерненными прямоугольниками собранные, но не залитые формы, а зачерненными залитые. Формы в сборке показаны одной чертой или наклонной линией. Порядок работ следующий. Первый ряд форм устанавливают сразу л подготавливают к заливке так, чтобы -не задерживать отливку, а для этого надо иметь перед собой 3—4 готовых формы.
Залив первые 2—3 формы, Приступают сразу к установке на них 2-го ряда, на боковины кладут 2 рейки и на них устанавливают и выверяют дншце так же, как и для первою ряда, но с большей осторожностью, чтобы не засорить нижнего ряда. Затем устанавливают боковины вкладыша, стягивают болты и смазывают внутреннюю поверхность. За это время заливщики поспевают залить в первом ряду еще 2 или 3 формы^ и можно собирать вторую и третью формы 2-го ряда.
Теперь начинают заливать формы 2-го ряда и к моменту, когда на последней залитой форме 1-го ряда подготовлена форма 2-го ряда, место для установки днища 3-го ряда готово и установщики переходят на 3-й ряд. Пока они подготавливают формы в этом ряду, отливщики поспевают закончить 2-й ряд и начинают заливку третьего. Установщики теперь переходят вниз на первый ряд, и работа продолжается в том же порядке.
Работа ведется ступенями, то в 1-м, то во 2-м, то в 3-м ряду. Не следует разбрасываться и занимать слишком большого фронта, а наоборот, надо итти сжатым и плотным фронтом.
Это делается из следующих соображений: не следует трево-жлггь пенобетон во время, когда он начал схватываться, но нет для него никакого вреда, если до начала схватывания мы будем слегка ударять по формам или ставить на них другие.
78 
Рис. зо. Мерка толщины заливки. Поэтому заливка верхнего ряда должна быть закончена до начата схватывания.
В § 21 'мы (уже говорили о сроках схватывания цементов и отметили, что стандарт требует, чтобы начало схватывания происходило бы не ранее 30 минут после затворения; обыкно-iseimo оно наступает позже, через 1—2 часа, а за это время можно управиться и приготовить массу, собрать формы, и залить нужное число форм в 3 ряда, если только не разбрасывать запивки по длинному фронту.
Этот способ требует продуманности, осторожности и внимания, хорошего оборудования, порядка и дружной работы, зато он обеспечивает хороший оборот форм, одновременное снятие их во всех трех рядах.
Если бы мы стали заливать сначала 1-й ряд, а затем перешли бы ко второму и начали бы третий, лишь закончив 2-й, то нам потребовалось бы вдвое больше форм, вдвое больше места и мы бы рисковали потревожить пенобетон, только что схватившийся или едва закончивший" твердение и еще очень слабый.
Описанный же нами порядок является примером рационального разделения труда и уплотнения фронта работ, что вместе с уплотнением рабочего дня и содержанием в порядке рабочего места, и являются залогом работы да-стахановски.
Порядок заливкн плит и стен на стройке мало отличается <>т заливки форм на заводе. Заливка идет но участкам, рассчитанным на 1 замес; после заливки двух соседних участков, вынимают разделявшую их доску и шов заполняется ■ амо собою массой с боков.
Заливка стен требует широкого фронта, так как, залив один слой, надо дать массе схватиться и несколько затвердеть, прежде, чем возвращаться с заливкой 2-го слоя.
Если этого не сделать, то пенобетон нижнего ряда может осесть. Поэтому летом второй слой отлива ют через 16—20 ча-'•ов после заливки 1-го, зимой же — через гораздо более долгий срок. |
|
|
Переходим к транспортировке массы. Транспортировкой во-■<япе называется переноска или перевозка чего-либо, а в нашем случае речь идет о транспортировке массы.
При небольших работах на стройках массу переносят в око-[и-пках и ящиках: на рис. 2S показан такой ящик для двух человек. Ящик подносят к пенобетоно мешал не, ставят на прибитые к ее станине бруски и опрокидывают смеситель; емкость
ft 1
С Попобетоищик БГИ ящика .равна емкости смесителя (125 л). Наполнив ящик, два рабочих берутся за ручки и относят на место заливки. При
этом занято 2 рабочих.
Поэтому на лучше организованных работах ящик ставят на тележку, и тогда один человек исполняет работу двух. Можно сделать тележку на 2 ящика и тем еще увеличить производительность работы. Вообще же перевозка на тележках
требует 'больших проходов и может быть допущена при большой площади.
На постоянных заводах перевозку ' механизируют.
На заводе «Газобетон» в Ленинграде развозка массы происходит в разливочном ковше по подвесному пути (рис. 32).
Ковш 1 железный и имеет емкость одного замеса; ширина его 45 см, длина 1 м, и глубина с одного бока 75 см; другой бок имеет удлинение в 45 см в виде лотка для слива массы в формы. Ковш подвешен на скобе з на пальцах 2, приклепанных к боковой стенке ковша 4, дуга имеет наверху кольцо 5 и крюк 6. Этим крюком зацепляют за звено цепи 7, подкошенной к тележке 8, тележка ходит по рельсу 9 (рис. 31). Рельс прикреплен над головой к подкосам деревянной конструкции перекрытия цеха.
Пальцы 2 расположены так. что сам ковш не опрокидывается и Рис. 32. Разливной ковш для КУЖ1Ю некоторое, хотя и незначи-подвесной дороги. тельное усилие, чтобы перевернуть
его когда нужно. На рисунке видны ручки Ю; держась за них можно ковш толкать перед собой для передвижения п опрокидывать для заливки.
1\рюк ковша можно зацепить за то или иное кольцо цени, или выше пли ниже, в зависимости от того, на какой высоте нам нужно заливать формы — в нижнем ли. в среднем пли верхнем ряду.
Работа с таким ковшом происходит следующим образом: тележку с ковшом подгоняют к пенобетономешалке. Против 82
нее, несколько выше рельса укреплена электроталь, на барабане тяги навит трок; с крюком. Этим крюком зацепляют за кольцо 5 (рис. 32) дуги ковша, включают мотор электротали и несколько подтягивают ковш вверх (вира!), при этом крюк в освобождается от (цепи О (ом. рис. 23-6).
Теперь ковш снят с тележки и висит на тали; таль останавливается, дают ей обратный ход (майна!) и опускают ковш н'а пол.
В полу против смесителя имеется яма, глубиной около 80 см и шириной около 60 см. Несколько ниже' смесителя пенобе-тххньерки установлен лоток 12, верхний конец которого на 5 0м шире смесителя, а нижний — на 5 с.н уже ковша: этот конец лотка свешивается примерно на 5 см внутрь ямы. 
Рис. 33. Скребок.
Ковш опустился в яму, прошел мимо лотка и достал до дпа. где он наклоняется в сторону мешалки, пока не упрется в стенку; теперь конец ковша оказывается уже над ковшом.
Теперь опрокидывают смеситель и сливают готовую пено-бетонную массу в желоб, но которому он стекает в новш. Остатки пены сгребают скребком (рис. 33)^ поворачивают смеситель на место и kobui готов к отправлению. Включают ■«ектроталь, вытягивают вверх ковш и накидывают крюк на звено цели тележки. Если масса должна итти на заливку первых рядов, то крюк зацепляют на одно из нижних :веньев, а для второго или верхнего рядов — на одну из средних или верхних звеньев. Полезно заранее отмечать краской или. мелом то звено цепи, на которое надо накидывать крюк.
Когда крюк накинут, выключают таль и дают слегка ход вниз и этим освобождают крюк. Ковш оказывается подвешенным к цепи тележки. Рабочий берегся за ручку и толкая ковш перед собой гонит его к месту заливки форм, где
* 83 осторожно опрокидывает ковш и заливает формы (рис. 34"). После заливки порожний ковш возвращается к пенобетоно-мешалке. Если рельсовый путь круговой — замкнутый, то в
работе может быть несколько ковшей. При тупиковом нуги работают с одним ковшом. |
|
|
Выдержке отлитого пенобетона мы посвящаем целую главу VII. а здесь мы коснемся лишь вопроса о снятии форм. Сроки выдержки пенобетона зависят от свойств цемента и от температуры, н мы подробно разбираем этот вопрос в главе III — о цементе и в главе VII —об уходе за пенобетоном.
В условиях теплого времени обычно освобождают блок из формы через 2 дня на третий. Порядок и способ распалубки зависят от устройства форм.
Формы показанного на рис. 26 типа разбирают следующим способом: слегка отпускают гайки болтов, а затем легким ударом вы • водят весь болт вместе с гайка -ми из прорези форм. Надо избегать сильных з'даров. Если гайка идет туго, то ее ослабляют легкими ударами молотка.
Необходимо следить за чистотой и смазкой нарезки. Сняв болты, осторожно отводят боковины ') стороны и освобождав я пенобетон. Из-за плохой смазки Форм, кромки блока могут пристать к боковинам. В таком случае не надо отдирать боковин, а следует прорезать кромки ножом или мастерком, и отделить пенобетон от форм до распалубки. Иногда, при отнятии боковин, вместе с ними огхо-дят углы. Это показывает на то, что мы слишком рано начали снимать формы, и надо отложить распалубку дальнейших фррм до следующего дня.
Иногда причиной отставания углов является недостаточное увлажнение пенобетона и слишком быстрое высыхание углов, отчего они отрываются от общего тела блока. Тут делу помочь довольно трудно, но все же надо улучшить поливку углов и также выдержать пенобетон в формах еще один день.
Наконец, горячий цемент слишком быстро схватывающийся или цемент не обладающий равномерностью изменения объема, дает трещины в теле блока. О этим браком нельзя ничего сделать и пенобетон идет в брак. Его, однако, надо вое же распалубить и выдержать, после чего он может быть использован или на хозяйственные нужды завода пли его разбивают на куски и доба^ вляют к массе при отливке.
Если температура в цеху была не ниже 12—15°, то на третий день пенобетон на нормальном цементе достаточно затвердевает тля того, чтобы его можно было перевозить. Для перевозки готовых блоков пользуются вагонетками та их переносят на носилках.
Если цех оборудован подвесной дорогой — монорельс, то для перевозки служит вагончик-?та--керка, изображенный на рис. Зо. Тележка 1 ходит по рельсу 2. подвешенному к конструкции перекрытия. К тележке на вертлюге з подвешена рама 4 с полочками 5.
Тележку подгоняют к блоку, и два рабочих осторожно берут свежий блок и ставят его на полочку на ребро. ~-атем берут 2-й блок и ставят его с другой стороны рамы и Tat им образом грузят 4 блока. После этого вагонетку-этажерку отгоняют на склад и разгружают, ставя блоки на ребро в штабеля. Эту погрузку, перевозку и установку в штабеля должны делать два рабочих, а не один, и не потому, что блоки тяжелы для одного, а потому что таким образом легче обеспечить блоки от поломок. 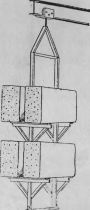
Рис. возки
35. Тележке для пере-блоков г-о подвесной дороге. Улучшение норм здесь должно итти по линии уплотнения рабочего дня, скорости перевозки (но без толчков!), хорошего состояния тележки и пути, и сработанности обоих рабочих. |
|
|
Пенобетонная масса залита в формы; цемент, из которого она изготовлена, схватился, но пенобетон еще не готов, твердение цемента только что началось и пенобетон не настолько окреп, чтобы распалубить его немедленно, и даже на следующий день пенобетон настолько слаб, что его нельзя поднять с места.
Пенобетон нужно выдержать сначала в формах, а зачтем на складе.
Продолжительность выдерживания пенобетона зависит, главным образом, от двух обстоятельств. Во-первых, от сорта и марки цемента: цементы твердеют одни быстрее, другие медленнее, и цементы повышенных марок достигают при тех же условиях более высоких прочностей в более ранние сроки, чем обыкновенные цементы первых марок, следовательно, и пенобетон. изготовленный на цементе повышенной марки и отличающемся быстрым твердением, можно раопалувливать и переносить ранее, чем пенобетон, изготовленный на медленно твердеющем цементе или на цементе низких марок.
Кроме того большое значение имеет температура. Мы уже. говорили о том, что на холоду твердение цемента задерживается и что при высокой температуре — ускоряется. Поэтому и скорость твердения пенобетона зависит также от температуры, при которой его выдерживают. Летом, или в отапливаемых теплых помещениях твердение происходит скорее, чем зимой или в холодных помещениях.
Особенпо опасны зимние условия. Холод не только задерживает твердение, но в холодных или плохо отапливаемых помещениях возможно и такое явление: часть блока может попасть в более теплые условия, а часть — в более холодные, и первая часть будет твердеть, в то время как вторая может сильно отставать, и получится либо 'перекос либо даже разрыв блока на части. |
|
| | << Start < Prev 1 2 3 4 5 6 7 8 Next > End >>
| | Results 19 - 27 of 65 |
|
Контакты
115419, г. Москва, ул. Шаболовка, д. 34, стр. 3.
Просьба заранее предупредить о приезде, т.к. специалисты распределены по объектам
info@masterbetonov.ru
ООО «Стройсервис» работает на рынке строительного производства c 1992 года.
Основной ценностью для нашей компании являются клиенты, поскольку единственный реальный актив компании — это люди, удовлетворенные нашей работой, которые еще раз захотят воспользоваться нашими услугами. Мы стремимся сделать своих клиентов своими партнерами.
|




